
機械設計技術者のための産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック(工作機械・半導体製造装置・分析器・医療機器等)
先着100名様限定 無料プレゼント中!
本サイトからの請求はこちら
イプロスからの請求はこちら
プレス表面処理一貫加工.com よくある問合せ
Q -よくあるご質問
プレスの打抜き加工とはどんな加工ですか?
A -プレス表面処理一貫加工.comからのご回答
打抜き加工とは、せん断加工を利用した加工法で穴抜き、外形抜き、分断、切欠き、シェービングなどの総称です。
せん断加工は適正なクリアランスをもたせたパンチとダイの間に素材を置き、それに引張力を加えて破断現象を生じさせ素材を分離することをいいます。
せん断される過程は以下のようになります。
1.パンチがダイ上の素材と接触し表面を平らにする。
2.さらにパンチが下降するとパンチが素材に食い込み始め、やがてパンチ・ダイの刃先から素材にクラックが発生する。食い込みが増すとそれに応じてせん断荷重は減少する。
3.パンチ・ダイの刃先から発生した素材のクラックは成長し、素材の全板厚を貫通する。
このようにせん断されますがパンチ側からのクラックと、ダイ側からのクラックの出会う位置が一致するように貫通すると綺麗なせん断面が得られます。
綺麗なせん断面になるには、パンチとダイのクリアランスが最も影響します。
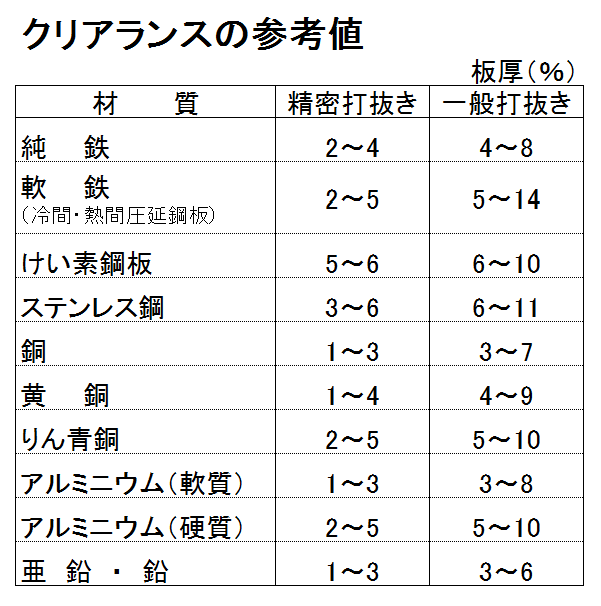
クリアランスとはパンチとダイの隙間の事で、片側の隙間を板厚に対する比パーセント(%)で表します。
クリアランスが少ない場合、パンチとダイのクラックの出会いが一致せず一部の肉が余ってしまい、さらにパンチが食い込むと余った肉が削られ、光った面(せん断面)が2段になって現れる(2回目のせん断面を2次せん断と言う)。しかしダレ、かえり、反りが少ないので意識的に採用される事があります。特に軟質の素材で、薄板、板厚3㎜程度までを問わず良好なせん断になる。
ただし、刃先の寿命は短くプレス精度が悪いとパンチとダイが当って、金型を傷めてしまいます。
クリアランスが多い場合、クラックが一致しないため引きちぎられたようになる。ダレ、かえり、反りも多くなり、カス上がりの要因になります。
適正なクリアランスの場合、刃先の寿命が長く、ダレ、かえり、反りはある程度発生するが総合的には最も適しています。
適正なクリアランスは素材の材質、硬さ、板厚、加工方法、加工速度によって決めます。

プレス加工・表面処理加工の設計・製作なら
プレス表面処理一貫加工.comにお任せください!
私たちが皆さまの悩み事を解決いたします。
プレス表面処理一貫加工.com
とは
プレス表面処理一貫加工.com
のサービス
設計技術者に求められる
加工技術の重要性
メッキ選定の基礎
メッキ部品の設計における
VA/VEの考え方
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブックのご請求はこちら
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック|イプロスからのご請求はこちら
メッキ.comはこちら
運営会社
プライバシーポリシー
サイトマップ
設備情報
よくあるご質問コーナー
鳥取旭工業株式会社

