
機械設計技術者のための産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック(工作機械・半導体製造装置・分析器・医療機器等)
先着100名様限定 無料プレゼント中!
本サイトからの請求はこちら
イプロスからの請求はこちら
プレス表面処理一貫加工.com よくある問合せ
Q -よくあるご質問
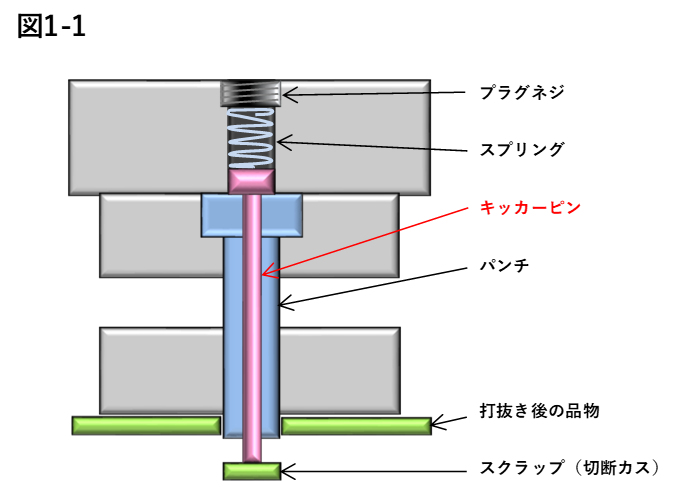
金型に使用するキッカーピンとは?
A -プレス表面処理一貫加工.comからのご回答
金型(抜型)を用いて行うプレス加工において、打ち抜かれたスクラップ(切断カス)は、自重で金型外に排出されますが、稀に落下せず金型内に残存することで、様々な品質不具合が生じる場合があります。
具体的には、『カス上がり』・『カス浮き』とも呼ばれますが、金型内に残存したスクラップと製品が金型内で重なり、その状態のままプレス加工を行なうことで生じる『打痕』、スクラップが製品の搬入・排出を妨げて生じる『送り不良』等が挙げられます。又、製品不具合だけに止まらず、金型のパンチ・ダイ等の破損に繋がる場合も御座います。
この『カス上がり』・『カス浮き』の原因として考えられるのは、目視確認出来る事象として金型破損、目視確認出来ない事象としてプレス加工時に瞬間的に発生する金型パンチ先端面と材料面間の真空現象によって発生するもの、材料に塗布したプレス加工油の粘性(粘着性)によって発生するもの等も挙げられます。
この『カス上がり』・『カス浮き』の現象を防止・抑制するための対策も様々ですが、その中のひとつとして金型に使用(組み込まれる)するキッカーピンが御座います。このピンは、図1-1のように抜き形状が小さい場合は、中心付近に1箇所、抜き形状が大きい場合は均等に複数箇所配列させて設計することにより、金型パンチで材料を切断した瞬間に抜きカスをパンチ表面から強制的に押し離し落下させることで、抜きカスが金型内に残存することを防ぐことが出来ます。
『プレス表面処理一貫加工.com』では板厚0.05mm~、板幅~500mmにおけるパンチングプレス加工、並びに精密部品の順送プレス加工における金型設計製作、プレス加工、めっき、各種表面処理を一貫して行っておりますので、コスト削減はもとより、もの造りにおける全てのプロセスをご提案させて頂きます。お困りの案件があれば、お気軽にお問合せ下さい。

プレス加工・表面処理加工の設計・製作なら
プレス表面処理一貫加工.comにお任せください!
私たちが皆さまの悩み事を解決いたします。
プレス表面処理一貫加工.com
とは
プレス表面処理一貫加工.com
のサービス
設計技術者に求められる
加工技術の重要性
メッキ選定の基礎
メッキ部品の設計における
VA/VEの考え方
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブックのご請求はこちら
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック|イプロスからのご請求はこちら
メッキ.comはこちら
運営会社
プライバシーポリシー
サイトマップ
設備情報
よくあるご質問コーナー
鳥取旭工業株式会社

