
機械設計技術者のための産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック(工作機械・半導体製造装置・分析器・医療機器等)
先着100名様限定 無料プレゼント中!
本サイトからの請求はこちら
イプロスからの請求はこちら
プレス表面処理一貫加工.com よくある問合せ
Q -よくあるご質問
プレス抜き型のダイの逃がし形状にはどのような種類がありますか?
A -プレス表面処理一貫加工.comからのご回答
プレス加工でパンチにより抜かれた材料の不要部分(スクラップ)は、ダイ(パンチの受け側)の中に入り、ダイの側面と接しながら落下していきます。このとき、スクラップがダイの中に詰まる現象(カス詰まり)が発生すると、金型の破損原因になります。
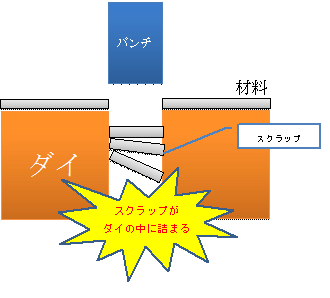
そこで、スクラップと接するダイ部分の形状を工夫し「逃がし」を設けることで、スクラップの詰まりを防止します。
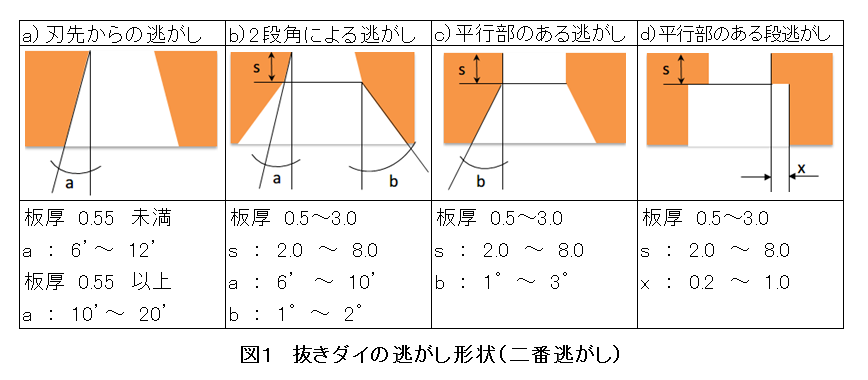
逃がしには次のような形状があります。
a)刃先からの逃がし
ワイヤー放電加工でダイを製作する時によく使用されます。
再研削によるダイの広がりを考慮しクリアランス(パンチとダイ側面との隙間)は小さめにします。
b)2段角による逃がし
手間のかかる形状ですが、抜かれた材料の通過に無理が無く理想的な逃がしです。
薄板材加工用の精密金型に多く使われています。
c)平行部のある逃がし
標準的なダイの逃がし形状です。
d)平行部のある段逃がし
穴抜きなどの小さな形状抜きに使用される事が多いです。
ダイにはスクラップが2~4枚程度が留まるよう設計します。留まる枚数が多いとダイとスクラップとの焼き付け、反りの大きなスクラップとなる事があります。
『プレス表面処理一貫加工.com』では上図の抜きダイ逃がし形状以外にも、連続プレス加工で発生する不具合原因に対処した形状を設計し、薄板0.05㎜板幅300㎜以上、ステンレス板0.2~板幅150㎜のパンチチングメッシュ加工を金型製作、連続プレス加工、連続フープめっき(表面処理)を一貫して行ってコストを抑えた製品を製作しております。

プレス加工・表面処理加工の設計・製作なら
プレス表面処理一貫加工.comにお任せください!
私たちが皆さまの悩み事を解決いたします。
プレス表面処理一貫加工.com
とは
プレス表面処理一貫加工.com
のサービス
設計技術者に求められる
加工技術の重要性
メッキ選定の基礎
メッキ部品の設計における
VA/VEの考え方
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブックのご請求はこちら
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック|イプロスからのご請求はこちら
メッキ.comはこちら
運営会社
プライバシーポリシー
サイトマップ
設備情報
よくあるご質問コーナー
鳥取旭工業株式会社

